
Pumps can be categorized into two main groups based on their operating principles: dynamic pumps and positive displacement pumps. Additionally, pumps are further classified based on their specific applications, such as chemical pumps, oil pumps, sewage pumps, slurry pumps, and mud pumps, among others.
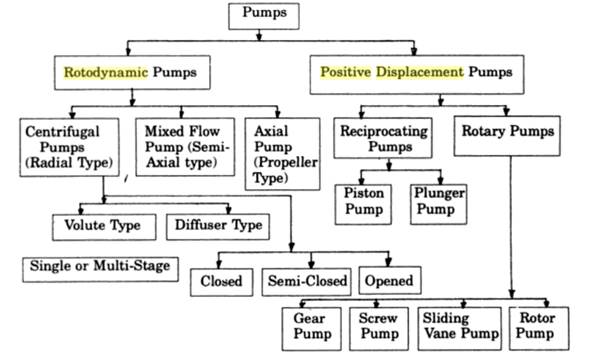
Figure: Classification of pumps.
A centrifugal pump relies on centrifugal force generated by a rotating impeller to transfer liquids. It is widely used in various industries, including water supply, irrigation, oil extraction, chemical processing, sewage treatment, and more.

A radial flow pump discharges liquid at a right angle to the shaft, utilizing centrifugal force to propel fluid from its source to the desired destination. It is suitable for water and wastewater transportation, food and beverage processing, flood dewatering, chemical handling, and more.
Jet pumps utilize a venturi nozzle to create a liquid jet, generating suction to draw fluid from its source. They find applications in marine, water supply, irrigation, and pipeline pressure boosting.
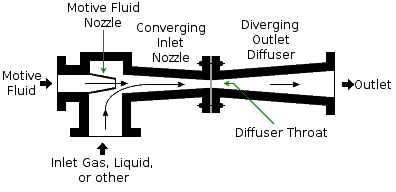
Figure: Jet pump.
Advantages
- Simple and compact design suitable for high-pressure pumping.
- Lower initial cost compared to other pumps.
- Capable of handling various fluids.
- Lightweight relative to other pump types.
- Well-designed for high flow rate and efficiency.
Disadvantages
- Requires priming before use.
- Suitable primarily for pumping shallow depths.
Screw pumps operate using two screws rotating in opposite directions to draw fluid into the pump and propel it to the discharge end. They find applications in mining, water supply, chemical and paint industries, food and beverage processing, oil and grease industries, and chemical and petroleum industries.

Advantages
- Versatile in size and application.
- Suitable for a wide range of applications.
- No manual priming required.
- Compact structure suitable for high-pressure applications.
- Simple design facilitates easy repair and cleaning.
- Highly reliable with a constant flow rate.
Disadvantages
- Not suitable for abrasive fluids due to excessive wear.
- Relatively expensive compared to rotodynamic pumps.
The peristaltic pump, also known as a hose pump, operates by squeezing fluid through a flexible tube or hose within its housing. This design ensures that the fluid never contacts the internal components of the pump, making it ideal for handling corrosive or toxic substances. Peristaltic pumps find applications in pharmaceuticals, chemical processing, beverages, and more.
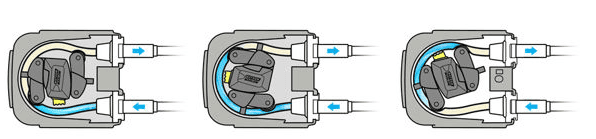
Figure: Peristaltic pump.
Advantages
- Fluid never contacts pump components, suitable for handling corrosive or toxic substances.
- Airtight design prevents leakage, making it environmentally friendly.
- Ideal for transporting viscous fluids with small particles.
Disadvantages
- Pulsating flow may be unsuitable for certain applications.
- Tubes are prone to wear over time, requiring periodic replacement.
Utilizing compressed air for positive displacement, the diaphragm pump is suitable for low, medium, and high-viscosity fluids. With the ability to handle corrosive liquids and fluids with suspended solids, diaphragm pumps are widely used in various industries such as food and beverage, pharmaceuticals, and chemical processing.

Advantages
- Capable of handling corrosive liquids and fluids with suspended solids.
- Available in a wide range of sizes to fit various pumping demands.
- Self-priming ability unlike centrifugal pumps.
Disadvantages
- Pulsating flow may be undesirable for certain applications.
- Complex design due to the use of valves.
The piston pump operates through reciprocating motion, making it suitable for a wide range of applications, including metering systems, oil hydraulics, and chemical processing.
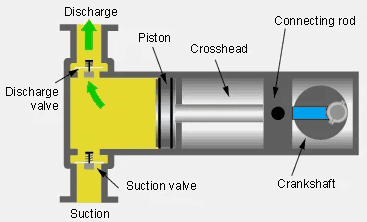
Figure: Piston pump.
Advantages
- Robust and resilient design suitable for various applications.
- Capable of pumping both low and high viscosity fluids.
Disadvantages
- Pulsating flow may not be suitable for all applications.
- Relatively heavy compared to centrifugal pumps.
Specially designed for handling corrosive chemicals, featuring corrosion-resistant materials and reliable seals to prevent leakage. Widely used in chemical manufacturing, petroleum, and pulp industries.

Advantages
- Suitable for high-pressure applications.
- Wide range of sizes available.
- High efficiency and reliability.
- Leakage-free operation.
Disadvantages
- Requires frequent inspection and maintenance.
- Higher initial cost compared to general-purpose pumps.
Utilizes magnets to seal the motor and impeller, ensuring zero leakage and contamination for hazardous fluids. Suitable for handling corrosive substances and toxic solutions.
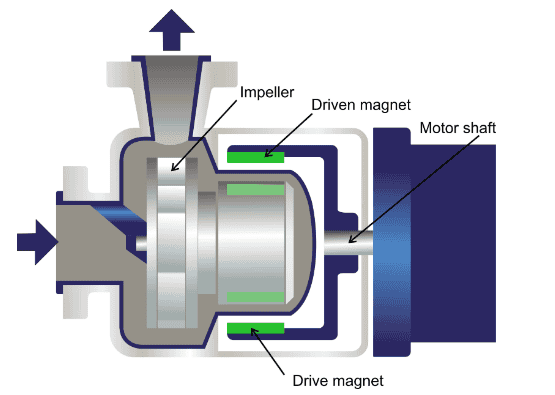
Figure: Magnetic driver pump.
Advantages
- Lower life cycle costs.
- Resistant to corrosion.
- Easy maintenance and repair.
- Versatile in applications and size.
Disadvantages
- Higher initial cost.
- Energy losses in magnetic coupling.
- Prone to cavitation.
A rotodynamic pump with an impeller design reminiscent of a ship’s propeller, offering high flow rates and low heads. This pump efficiently moves fluid axially along the impeller, catering to various applications, including dewatering, irrigation, water treatment, mining, chemical processing, sewage applications, and drainage.
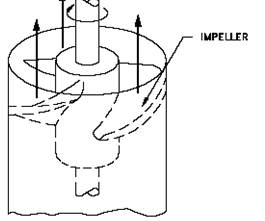
Figure: Propeller pump.
Advantages
- High flow rates and efficiency, ensuring effective fluid movement.
- Versatility in applications and sizes, accommodating diverse industry needs.
- Compact and straightforward design, facilitating ease of installation and operation.
- Capability to handle suspended solids in fluids, enhancing operational flexibility.
Disadvantages
- Vulnerable to cavitation under certain operating conditions.
- Initial cost can be significant, impacting upfront investment requirements.
- Limited pumping head compared to some other pump types.
- Requires priming before use in many applications.