
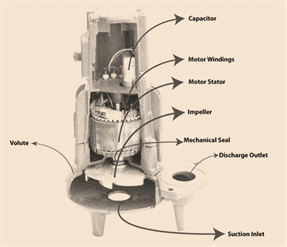
Figure: Components of a submersible grinder pump
Electric motor
The electric motor is the source of mechanical power to run the submersible grinder pump. It comprises stator and motor windings, a commutator, and a shaft sleeve. It works by converting electrical energy to mechanical energy, which helps to drive the pump impeller. An electric motor can be powered using direct current (DC) or alternating current. Submersible grinder pump manufacturers mostly fit the units with hermetically sealed AC induction motors.
The capacitor
The purpose of the motor capacitor is to store electrical energy and releases it to the copper windings, creating an extra boost and increasing the motor torque. The submersible grinder pump manufacturers select a capacitor based on the capacitance, voltage, physical size, frequency, and design temperature.
Pump casing (volute)
The function of the pump casing is to house the pump’s internal components, including the impeller and shaft, shaft seals, etc. It also helps to convert the fluid kinetic energy into a pressure head and to direct the fluid into the discharge connections. In general, submersible grinder pump manufacturers design the units with a volute casing to enhance their efficiency in handling liquids with larger entrained solids and highly viscous ones.
Mechanical seals
The primary function of mechanical seals is to create a water-tight barrier that helps to reduce leakage between the rotating shaft and the stationary pump casing.
Shaft
The shaft is a cylindrical solid component made from stainless steel and rides on the bearings. Its primary function is to support the pump impeller.
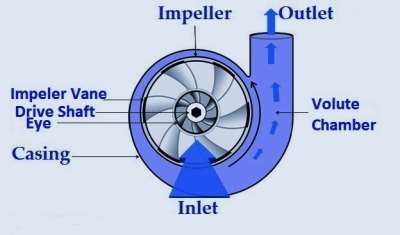
Impeller
The impeller contains a series of backward-curved vanes and is usually placed inside the volute and mounted on the pump shaft. Its function is to increase the fluid’s kinetic energy and pressure.
Suction inlet and discharge outlet
The fluid enters the submersible grinder pump through the suction inlet and exits through the discharge outlet.
Stainless-steel submersible grinder pump
A stainless-steel submersible grinder pump features a fully stainless-steel construction and is designed to operate below the surface of the pumped liquid. All the pump’s components coming into contact with the liquid are made from stainless steel to minimize corrosion. The pump is primarily used in the food industry to reduce food waste into a fine slurry. It is also suitable for handling corrosive and abrasive wastewater.

Figure: Showing the configuration of a stainless-steel submersible grinder pump.
Submersible sewage grinder pump
A submersible sewage grinder pump mainly applies to transporting wastewater containing a high percentage of organic solids. The pump can also effectively handle feculence-containing particles in public facilities and municipal engineering. Submersible grinder pump manufacturers avail the pump with a freestanding design or mounted on a guide rail for fixed installations.

Figure: Showing the configuration of a submersible sewage grinder pump.
Single-suction submersible grinder pump
In a single-suction submersible grinder pump, the fluid enters the pump impeller from one side. A single-suction submersible grinder pump allows the fluid in horizontally and axially and discharges upward and radially. This pump has a more straightforward design and is cheaper than the double-suction counterpart.

Figure: Showing a single-suction submersible grinder pump.
Double-suction submersible grinder pump
A double-suction grinder pump draws the pumped fluid from both ends of the impeller. Submersible grinder pump manufacturers design the unit with two back-to-back impellers, and the liquid from both ends converges into a volute. Double-suction grinder pump is free of axial forces on the impeller and can manage higher flow rates and a higher-pressure head than the single-suction counterpart. It can also last longer because it is less prone to wear and tear caused by the axial thrust of the fluid entering the impeller.
Figure: Showing a double-suction submersible grinder pump.