Chemical Pump
What is a chemical pump?
Chemical pump refers to a broad category of pumps that are used to transfer, mix, or dispense chemicals in a system. A chemical pump can either be a centrifugal or positive displacement type of pump. The pump is often used when the chemical to be transferred is either corrosive or abrasive, hence cannot be used with conventional pumps. A chemical pump applies to a variety of industrial liquids including sulphuric liquid, acetic acid, sulphuric acid, methane, sodium hypochlorite, sodium sulfate. Chemical pumps find applications in various industries such as chemical, petrochemical, and food processing industries. They are also used in high-temperature heating systems and off-site applications of refineries.
To withstand the toxic, corrosive, and hazardous nature of the Chemicals, chemical pumps manufacturers use highly resilient materials in the design of various pump components such as casing and the impeller. A chemical pump can be powered using AC or DC motors, diesel or gasoline engines, and steam or water turbines. In most cases, a centrifugal chemical pump features a single-stage design without self-priming capabilities. The design of chemical pumps for special applications such as extremely hot or cold chemicals involves the use of heatable casing or cool-able casing covers. Generally, chemical pump manufacturers utilize non-corrosive metals or no-metallic materials to build the wetted parts of the pump. Alternatively, the wetted parts can be coated with enamel coating, resistant rubber, or plastic. Chemical pumps manufacturers are often required by law to adhere to the American National Standards Institute (ANSI) specifications.







REQUEST A QUOTE FOR MORE DETAILS
Main Parts of chemical pump
Prime mover
The prime mover is the primary source of power for a chemical pump. It provides the power required to turn the shaft and the rotor components of the pump. Depending on the type of chemical pump, a prime mover can be an AC or DC motor, diesel or gasoline engine, compressed air, steam turbine, etc.
Pump casing
The pump casing houses the impeller or the displacement components of the pump. The main function of the pump chasing is to seal the pump interiors from the external environment, to retain pressure, and to prevent leakage.
Impeller or displacement components
Centrifugal chemical pumps types utilize an impeller to transmit kinetic energy and to accelerate the pumping chemical. Positive displacement pumps are equipped with displacement components such as lobes, gears, or vanes to impart kinetic energy to the pumping chemical while the reciprocating displacement chemical pump types use the back-and-forth movement of a diaphragm, piston, or plunger to achieve the same function. A chemical pump consists of an auxiliary impeller for keeping the shaft passage free of the chemical being pumped during operation.
Shaft
The pump shafts transmit the mechanical torque to the impeller of the centrifugal chemical pump or the displacement components of rotary positive displacement pumps. The pump shaft can be the main driver itself or it can be connected to the driver shaft via coupling. Where the pump shaft must pass through the casing, the shaft is usually fitted with shaft seals to prevent leakage of the chemical during operation and when the pump is not operating. Commons shaft seals include single and double mechanical seals. The shaft chemical pump also contains auxiliary seals to effectively prevent chemical leakage during the pump standstill.
Suction pipe
A suction pipe is used to such chemicals from the chemical reservoir to the pump casing. It connects the pump inlets with the chemical tank.
Delivery pipe
A delivery pipe is used to discharge/inject chemicals to the desired location. It connects the pump outlet to the tank where the chemical is to be delivered.
Control system
Depending on the application, a Chemical pump may be equipped with a control system to enhance the accuracy of the pump in its operation. The control system turns the pump on and off at the designated period. A Control system may be a simple gadget such as a control switch or a complex program such as Supervisory control and data acquisition system (SCADA). A control system is commonly used with chemical dosing pumps and diaphragm pumps.
How does a chemical pump work?
As earlier stated, chemical pumps are diverse and each type has a different operating mechanism. In this section, therefore, we are going to narrow down to the working principle of a Chemical centrifugal pump. A chemical centrifugal pump works through the transfer of rotational energy from an impeller to the chemical to be pumped. The rotation energy of the impeller is derived from an AC or DC motor. As the impeller rotates, a vacuum is created inside the pump casing and chemical is drawn in towards the impeller eye. As the chemical passes through the impeller some kinetic energy is imparted in it and it is accelerated radially outwards into the volute chamber at a high velocity. In the volute chamber, the kinetic energy of the chemical is converted into a pressure head as the chemical is directed to the delivery pipe to be moved to the desired location.
Chemical pump Types
Chemical pump manufacturers avail the various types of chemical pumps that allow you to distribute chemicals in a safe effective manner in various situations. Generally, chemical pumps can be categorized as either centrifugal or positive displacement pumps. The most suitable type for any application depends on the specific requirements of that application.
Centrifugal chemical pump
This type of chemical pump transfers fluid by creating a vacuum using a rotary impeller. The spinning force on the impeller is generated by the interaction between the electromagnetic fields of the rotor windings and the secondary electromagnetic field of the stator windings. The rotation of the impeller creates a vacuum and a sealed volute chamber fills with chemicals. The high velocity imparted on chemicals by this pump makes the pump highly effective in the transfer of hazardous and corrosive chemicals.
Magnetic drive pump
This type of chemical pump employs a rotating magnetic circuit to rotate the impeller. In a magnetic drive pump, the impeller and the pumping fluid are contained within a sealed casing. The operation principle of this pump is based on the attraction between the inner and outer magnets of the pumps, which cause the rotation of the motor shaft and the pump impeller. The centrifugal forces acting on the impeller of the pump allow the transfer of chemicals within the system. Most of the chemical enters the containment shell where it is split radially and flows through the annulus between the inner magnetic ring and the containment shell tube. The flow then returns to casing volute where it is circulated, its pressure drops, and temperature increases. A magnetic drive pump is most suitable for transferring corrosive and aggressive chemicals.
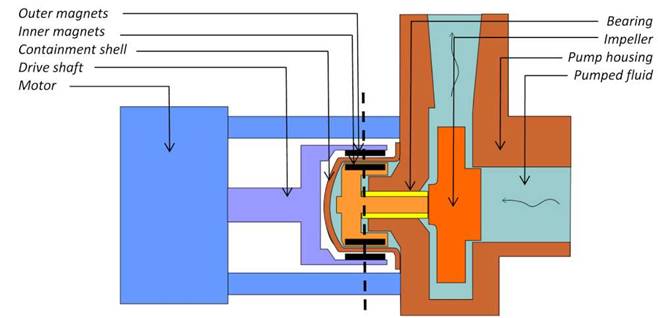
Fig: Schematic diagram of a magnetic drive pump (image credits: michael-smith-engineers.co.uk)
A magnetic drive pump eliminates the need for shaft sealing because the motor drive and the pump drive are connected via a magnetic connection, which means no direct or indirect path through which chemicals can leak. Therefore, these pumps are suitable for the transfer of highly corrosive chemicals or harmful products for which leakage to the environment is prohibited. Typical applications include tanker unloading, reactor feed, and batch chemical process.
Chemical dosing pump
A chemical dosing pump, also known as the chemical metering pump, is a positive displacement pump that is used to inject chemical or other substances into a flow of water, gas, or steam. A dosing pump takes in a measured amount of chemical into its chamber and injects it into a tank or pipe containing the fluid to be injected with the chemical. This type of pump derives its power from an electric motor or air actuator. It also comprises a control unit for turning the pump on or off and regulating the chemical flow rate. These kinds of chemical pumps are typically very small in size but capable of producing an accurate flow rate of chemicals. They constitute core parts of an integrated dosing system, which are used for automatic chemical disposal. They are commonly used in a wide range of industries, including food processing, wastewater treatment, and many more.

Fig: Dosing pump for water treatment (image credits: minimaxpumps.com)
Barrel or barrel pump
This type of chemical pump is used to safely move chemicals and acids from containers such as barrels and drums. It is usually placed at the upper opening of the drum or barrel. A drum pump is suitable for small volume applications. For example, to transfer 100 or 200 liters of chemicals and reagents safely and effectively. A Barrel pump has 3 main components: pump section, immersion tube, and pump section.
Air-operated double diaphragm pump
This type of chemical pump contains two reciprocating membranes, shaft, and liquid chamber. It classifies under the reciprocating positive-displacement pump types. The two flexible diaphragms are connected by a shaft at the center section where a valve is located. During operation, the power train of the pump forces the flexible membranes to deform and as a result, the volume of the liquid chamber is altered and chemical draws in and are expelled through the pump. In this pump, the occurrence of backflow is prevented through the use of a discharge check valve. This type of chemical pump requires little sealing or lubrication. As such, they are suitable for applications where the chemical stream needs to retain a high degree of compound purity. An air-operated double diaphragm pump is also known as a diaphragm pump or membrane pump. They are also self-priming and suitable for viscous fluids. These pumps are commonly used to transfer abrasive fluid including acid and chemicals.
Lobe pump
A lobe pump is a rotary positive displacement pump that operates based on the counter-rotation of lobes within a pump casing. The operation principle of lobe pumps is much the same as that of external gear pumps. The only difference is that the lobes do not come into contact during rotation because they are driven by external gears housed in the gear box. When the lobes come out of mesh, they create an expanding volume at the inlet side of the pump. The pumping chemical flow into the cavity where it is trapped by the lobes and carried around through the annulus between the lopes and the casing. As the lobe mesh again, they force the chemical through the outlet port at high pressure. Chemical pump manufacturers recommend these pumps for handling low viscosity chemicals because the lobes do not make any contact and their clearance is significantly larger compared to the clearance of other positive displacement pumps.
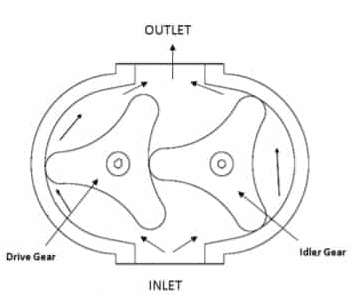
Figure: Lobe pump working (image credits: learnmech.com)
Advantages of chemical pump
- high resistance to corrosion hence suitable for handling hazardous and highly corrosive substances
- Long service life
- high energy efficiency
- low routine maintenance
- Size and Application versatilities- Available in a wide variety of sizes and types to provide solutions to multiple applications. They provide the option to move fluid in a variety of ways
- high reliability
- durability- chemical pumps are more durable than conventional pumps
- positive displacement chemical pumps such as diaphragm pumps can move chemicals with higher viscosity
Disadvantages of chemical pump
- Expensive
- high initial installation cost
- Positive displacement chemical pumps are complex and difficult to maintain
- Pump operation can be noisy and vibratory
- Centrifugal chemical pump lacks the self-priming ability
- The centrifugal chemical pump cannot work at high speed
Disadvantages of a centrifugal pump
A Centrifugal pump is not without downsides and below is a highlight of some of the disadvantages of using a centrifugal pump
- The pump may overheat
- May suffer from loss of energy due to magnetic coupling
- An intense load may fail the pump
- The pump is prone to rust, which may potentially cause damage.
Chemical pump applications
Chemical pumps have a variety of applications, not only in chemical industries but also in non-chemical industries. Non-chemical industry application of the pump includes the following:
- In swimming pool- A chemical pump is used to add chlorine at the required levels
- In power generating station-A Chemical pumps are used to inject required chemicals at certain points in the power production process
- In HVAC- A chemical pump is employed to check or fill freon or other chemicals needed for the process
Other industries where chemical pumps are used include:
- Water treatment plants
- Aerial spraying
- Agriculture
- Slurry processing
- Biofuels
- Nuclear
- Oil and gas for pumping crude oil, slurry, etc.
- Construction
- Food processing
- Mining
- Pharmaceutical
- Pulp and paper industries
- Sewage
Chemical Dosing pump troubleshooting
Failure to pump
- Leakage in the suction side of the pump
- low suction level
- ruptured diaphragm
- Worn out seal in the valve seats
- Cracked pump head
- The pump head contain air
- A fault in the wiring and electronic control board
Loss of chemical residue
- the solution container is dry
- scaling at the point of delivery
- very low pump setting
Excess chemicals
- use of a very rich chemical in the container
- chemical siphoning into the mainline
- very high pump setting
Pump refusing to prime or losing prime
- clogged check valve
- check valve not correctly sealed
- Excess pressure at the discharge
- Suction lift too high
Summary
This article discusses the chemical pump, the types of chemical pumps, and the operating mechanism. The article also highlights the general application of chemical pumps, not just in the chemical industry but also in other industries, and the advantages and disadvantages. The Chemical pump has been described as a broad category of pumps used in the industries to transfer, mix, or dispense chemicals in a system.
Chemical pump manufacturers classify chemical pumps into two broad categories: centrifugal and positive displacement chemical pumps. Centrifugal chemical pumps transfer the chemical by converting the rotational energy of a motor-driven rotor, known as an impeller, into kinetic and pressure energy of the chemical. Positive displacement pumps on the other hand convert the energy of displacement components such as diaphragm, piston, lobes, into the pressure energy of the chemical to move the chemical through the system. Positive displacement chemical pump types include lobe chemical pumps, chemical dosing pumps, and Air-operated double diaphragm pumps. According to the chemical pump manufacturer, each type of chemical pump has its characteristics that makes it more suitable for a particular application as compared to the other pumps. For example, a centrifugal chemical pump is proper for low viscosity chemicals while a positive displacement chemical pump is best suited for high viscosity chemicals where a lot of energy is required for the pumping process. Major industries using chemical pumps include oil and gas, pharmaceutical, slurry processing, food processing, nuclear energy, and biofuels.
Some of the advantages of chemical pumps include high corrosion resistance, longevity, and size and application versatility. However, chemical pumps also have several disadvantages including high initial installation and maintenance cost, noisy and vibratory operation, positive displacement pumps have complex construction and therefore are difficult to maintain. Also, the centrifugal chemical pump requires initial manual priming and cannot operate at high speed.