Mining Flameproof Submerged Sand Pump
What is a mining Flameproof submerged sand pump?
The mining flameproof submerged sand pump is a pump designed to deal with the sand discharging challenge for low-flow and high-head pumps. It also provides a solution to the challenge of water discharging in explosive hazardous mines where there may be methane or coal dust contained in the air. The pump is designed and manufactured to the standard of MT/T671-2005 Flameproof Submerged sand Pump for Coal Mines. It is called flameproof because it adopts rigorous flameproof measures for the motor and uses cast steel for the motor casing. Environments containing flammable and hazardous content such as dust and gas can be risky to workers because the pump motor can trigger a large-scale explosion. The flameproof motor design, therefore, helps to contain flares and sparks as soon as they are produced. By isolating the hazardous content from the working environment, it protects workers and facilities from fires that could halt operations. The pump can also be submerged in water for a long-time service.

Figure: Mining flameproof submerged sand pump
This pump is used in coal mines to pump the shallow water on the surface of working grounds and roadways. Mining flameproof submerged sand pump manufacturers design the pump with impressive performance parameters such as a wide range of flow rates (from 10 to 500 cubic meters per hour), a high head (up to 450 meters), and a working pressure of up to 3.0 Mega Pascal. A mining Flameproof submerged sand pump offers several benefits in applications, including compact structure, lightweight, easy movability, self-priming, double-faced seal, outstanding durability, security and suitability, and many more.
Components of a mining Flameproof submerged sand pump
Electric motor
The electric motor is the source of mechanical power in a mining flameproof submerged sand pump. The motor runs the pump to move fluid to the required destination. It is connected to the pump shaft using flexible coupling to transmit torque. The motor can be DC or AC types depending on the nature of the current supply. Most mining Flameproof submerged sand pumps use a type of AC motor called a three-phase squirrel cage synchronous motor with a rated power frequency of 50HZ and rated voltage of 380V, 660V, or 1140V. The mining flameproof submerged sand pump manufacturers also design the electric motor to meet the flameproof design requirements established by the National Fire Protection Association (NFPA).
Volute (Casing)
The casing is a narrow air- passage surrounding the impeller. The casing acts as a pressure containment vessel and has suction and discharge ports. It contains the liquid and directs the flow into the pump through the suction pipe and out of the pump through the delivery pipe.
Impeller
The impeller is the component comprising a series of backward-curved vanes and usually mounted on the pump shaft and housed in a watertight casing. Its main function is to displace fluid through the pump by increasing the kinetic energy and pressure of the fluid. Impeller has many designs, including axial, radial, single and double suction.

Figure: showing a double suction impeller
Shaft
The shaft is a rotary mechanical component riding on bearings as an integral part of the rotor assembly. Its main functions are to carry the impeller. It is usually coupled with the prime mover (i.e., electric motor). Mining flameproof submerged sand pump manufacturers use stainless steel and carbon steel to manufacture pump shafts because such materials can overcome vibrations and heavy loads during pump operation.
Bearings
The main purpose of the bearings is to support the shaft or the impeller and to align them correctly with the fixed ends under the action of radial and axial forces. They also help to reduce the friction between the rotating shaft and the stator and contain the relative motion of the rotor assembly.
Volute (Casing)
The casing is a narrow air- passage surrounding the impeller. The casing acts as a pressure containment vessel and has suction and discharge ports. It contains the liquid and directs the flow into the pump through the suction pipe and out of the pump through the delivery pipe. The pump casing has two designs: axially or radially split, each with its unique pros and cons. An axially split casing design has a horizontal joint allowing the two halves to separate horizontally or parallel to the shaft axis. Radially split casing design features a vertical joint and two halves to open perpendicular to the shaft axis.
Suction pipe
The suction pipe comprises two ends- one end is connected to the pump inlet while the other dips into the water. The lower end of the suction pipe is fitted with a foot valve to prevent the backward flow of the pumping fluid and a strainer to inhibit foreign bodies from entering the pipe.
Delivery Pipe
Like the suction pipe, the delivery pipe also has two ends. One end connects to the outlet of the pump while the other delivers the water at a designed height. The main purpose of the suction pipe is to lift fluid to the required area.
How does a mining Flameproof submerged sand pump work?
When the pump starts, the pump rotor, directly coupled to the electric motor via coupling, rotates at the same RPM as the motor. Due to the pump impeller centrifugal effect, a vacuum is created inside the pump casing allowing water to enter through the suction pipes. When the water strikes the impeller blades, the centrifugal force moves the water radially and axially outwards until it enters the volute chamber at a very high velocity. In the volute chamber, the extreme velocity is converted into a high-pressure head that allows the water to discharge from the pump to the desired height through the delivery pipes.
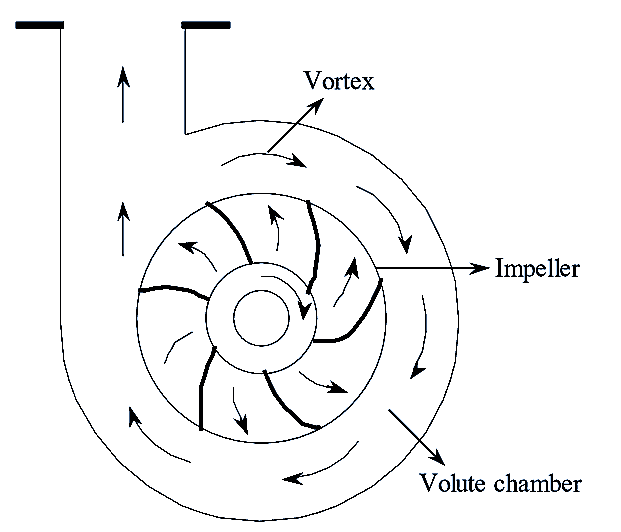
Figure: Working of the pump
Types of a mining flameproof submerged sand pump
Double suction mining flameproof submerged sand pump
In this pump, the pumping fluid enters from either side of the impeller and exits from the middle section. The pump is less likely to experience cavitation because of reduced inlet flow.

Figure: showing a double suction Mining flameproof submersible sand pump.
Single suction mining flameproof submerged sand pump
The flameproof submerged sand pump of a single type, the fluid enters the impeller from one side and exits from the other side. Single suction pumps offer smooth operation and are easy to repair.

Figure: Showing a single suction mining flameproof submersible sand pump.
Applications of a mining flameproof submerged sand pump
A mining flameproof submerged sand pump mainly finds applications in coal mines, sewerage treatments, and drainage operations. Typical uses include the flowing:
- A mining flameproof submerged sand pump is used to pump shallow water in the working grounds of coal mines.
- It is also suitable for the coal mine roadway and mining working face and other working environments containing explosive air mixture.
- They are used for the drainage of sewage containing solid particles.
- They are used to discharge groundwater and water containing suspended sand, silt, and pulverized coal grains and rock debris.
- mining flameproof submerged sand pump is also used for cleaning up the alluvial sediment drainage water storehouse
- They are used in disaster relief and emergency drainage
- It is also used for petrochemical drainage explosive gas environment because of their flameproof motor design
- It is also used for disaster relief drainage
Advantages of a mining flameproof submerged sand pump
- A mining flameproof submerged sand pump eliminates the risk of explosion in explosive and hazardous locations such as coalmines.
- It has a simple design and easy to control.
- It has a compact design which is easy to install.
- The pump requires minimal repair and maintenance.
- It is perfect for large quantities of water and a wide range of flow rates.
- The pump is self-priming hence it doesn’t require the user to prime it manually.
- It is highly reliable in drainage operations.
- It is energy efficient.
- It can pump water containing sand, silt, and explosive content without posing hazards to the operator.
- The pump is submersible and can be very quiet in operation.
- It is resistant to corrosion and abrasive wear.
Disadvantages of mining flameproof submerged sand pump
- Mining flameproof submerged sand pump is prone to leaks and operation failures due to weary gaskets.
- They are sometimes installed in locations that are truly deep and difficult to reach. Due to the difficulty in accessibility, the pump is left to operate without regularly checking its condition and status.
- Routine inspection and maintenance of the pump is not easy when submerged in water.
- The impellers are prone to blockage which may lead to pump damage.
- An intense load may fail the pump.
Troubleshooting a mining Flameproof submerged sand pump
The motor does not run
- The fuse has failed. Inspect and replace the fuse if necessary.
- No power supply to control the Panel. Check that the power cables are connected per the mining flameproof submerged sand pump manufacturers’ guide. Check the main input panel.
- The pump cables are broken. Inspect and change the cables if necessary.
There is suction or discharge recirculation
- The pump is operating at low flows rates. Check that the pump’s flow rate is as recommended by the mining flameproof submerged sand pump manufacturer.
The pump doesn’t give any discharge
- Impeller seized. Inspect the impeller for blockage and clean it.
- The discharge pipe is blocked. Inspect and clean the discharge pipe.
- The water level in the sump is insufficient. Check water input to the sump.
- The pump is operating in reverse. Ensure that the motor rotation direction follows the mining flameproof submerged sand pump manufacturers’ guide. Reverse the motor polarities.
Low pump capacity
- Pump working in reverse. Reverse pump polarities
- The impeller of the pump casing is partially clogged. Disassemble and clean the pump interiors.
- The Discharge pipe is blocked. Inspect and clear the discharge pipes.
Excessive pump vibration and noise
- One or more pump components are unbalanced. Inspect and rebalance pump components.
- Large misalignment between the pump shaft and the engine shaft. Inspect and realign the shafts.
- Pump bearings or impeller is won out. Inspect the bearing and impeller for wear and replace them if it is necessary.
- The pump operates in cavitation. Ensure the inlet valves are fully open and the pump is working at the speed recommended by the mining flameproof submerged sand pump manufacturers.
The leakage detector is activated
- Detector cable compromised either through wear, damage, or contact with oils. Inspect the cable and replace it.
Thermal trip
- The stop level is too low. Ensure that the stop switch level is set according to the manufacturer’s guide.
- The pump head is too low. Adjust the pump head or install a control valve to detect back pressure inline the mining Flameproof submerged sand pump manufacturers’ set value.
Summary
The mining Flameproof submerged sand pump is a pump designed to the standard of MT/T671-2005 Flameproof Submerged sand Pump for Coal Mines. It is called Flameproof because it adopts rigorous flameproof measures for the motor and uses cast steel for the motor casing. The flameproof design makes it possible to contain flares and sparks as soon as they are produced and to protect workers and facilities from fire hazards in extreme environments. The pump helps to handle the sand discharging challenge in low-flow and high-head pumps and water discharging in explosive hazardous mines where there may be methane or coal dust contained in the air. Mining flameproof submerged sand pumps are used for drainage operations in coal mines, draining sewage containing solid particles, and disaster recovery. They offer many advantages including the ability to self-prime, compact design, operation safety, minimal maintenance requirement, high energy efficiency, and reliability. However, they are prone to leaks and operation failures due to weary gaskets and mechanical seals.