Submersible Sludge Slurry Pump
What is a submersible sludge slurry pump?
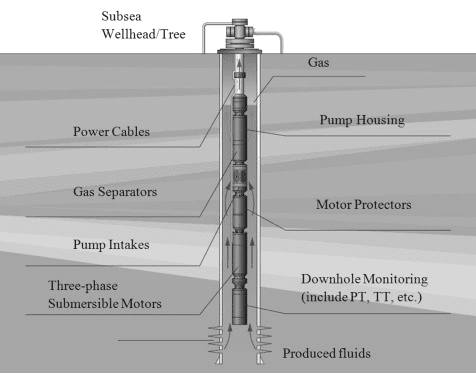
A submersible sludge slurry pump is a type of Pump that can be fully submerged in liquid and is ideal for pumping both sludge and slurry. Sludge and slurry are fluids containing high amounts of solid content. However, sludge is softer and thicker, while the slurry is less viscous. Since the Pump operates in the liquid, the motor is enclosed in air-tight and liquid-tight seals and is close-coupled to the Pump’s body. A submersible sludge slurry pump pushes liquid to the surface by converting electrical energy supplied by a motor into kinetic energy of the fluid. The kinetic energy is then converted to pressure energy, which generates the flow of the sludge or slurry through the Pump. It performs well in pumping thick mud, clay, wastewater, worst slurry, and similar materials. A submersible sludge slurry pump manufacturers also this pump to transfer abrasive solids as large as 2.5-inches and manage flow rates as high as thousands of liters per second.

Figure: Showing a submersible sludge slurry pump
Submersible sludge slurry pump manufacturers design the pump for high reliability, ease of use, and maintenance. Their unique sealing system and modular design enhance the pumps’ flexibility. They are also available in multiple configurations, sizes, and pump capacities to fit various application requirements. Submersible sludge slurry pumps find uses in many industries, including wastewater treatment plants, chemicals, oil, mill sumps, residual ponds, and many more.
Components of a submersible sludge slurry pump
Pump housing (casing)
The pump housing is usually made of cast iron and insulated to protect the electrical and working parts of the unit. The pump housing contains the impeller and features the intake and discharge sections. It also includes the volute chamber, which helps with the conversion of the kinetic energy into the pressure head. The submersible sludge slurry pump manufacturers usually split the casing in the horizontal plane for easier dismantling and removal of the entire impeller. The two parts are held together using bolts and location pins.
The pump casing has two types: volute and diffusing casing. The volute casing consists of a spiral design in which the passage of the liquid increases gradually all around the casing’s circumference. A diffusing container is circular and contains several guide blades surrounding the impeller in the pump assembly.
Motor
The electric motor mainly used with submersible sludge slurry pump is a two-pole, three-phase squirrel-cage induction motor. The motor is the source of the mechanical power to run the Pump. The motor is also hermetically sealed to keep water from entering the motor. This motor is designed to operate at various currents and voltages.
Impeller
The impeller is the central rotating part of the Pump whose purpose is to provide the centrifugal force to displace the fluid through the Pump. It is designed with blades that help increase the liquid’s speed. Pump impellers are manufactured from close-grained cast iron or cast steel. The number of impellers in a pump equals the number of pump stages. Submersible sludge slurry pump manufacturers classify impellers based on the constructional geometry, flow direction, and the suction type.
Shaft
The purpose of the shaft is to transfer mechanical torques from the motor to the impeller during pump operation. The pump shaft is usually coupled with the electric motor. Submersible sludge slurry pump manufacturers use stainless steel and carbon steel to make pump shafts to enhance the shafts’ ability to overcome heavy loads and vibrations during the pump operation.
Bearings
The bearings carry the shaft and the impeller and ensure they align correctly with the fixed ends under radial and axial forces. Approaches also reduce the friction between the rotating shaft and the stator and contain the relative motion of the rotor assembly.
Intake section/ gas separator
The intake section is the suction manifold, supplying the pumping fluid to the impeller’s eye. Application with low bottom pressure may contain a significant amount of gases that can damage the Pump. In such applications, the intake section is replaced with a gas separator which separates gas from the fluid when it enters the Pump.
Electric cable
A Submersible sludge slurry pump receives power through an electric cable. The cable consists of a range of conductors that help to meet the motor requirement. It may be galvanized to overcome extreme underwater conditions.
Check and bleeder valves
The purpose of the check is to maintain an entire column of water above the Pump. Without it, fluid from the tubing would flow through the Pump when the motor stops. The bleeder valve is installed immediately above the check valve, and it helps to prevent pulling wet tubing.
How does a submersible sludge slurry pump work?
When the Pump is started, the motor rotates the shaft and the impeller at a very high RPM. As the impeller rotates, it displaces the liquid inside the Pump, creating a vacuum at the center of the impeller. This vacuum causes more and more liquid to be sucked into the Pump when the Pump is running. As long as the impeller rotates, the liquid will be continuously sucked in to be transferred. The liquid in the pump casing rotates with the impeller. Because of the centrifugal force acting on the impeller, the fluid is pushed from the center of the impeller to the outer edges. It finally enters the volute casing at a very high kinetic energy and fluid velocity. In the volute casing, the speed of the fluid slowly decreases due to the gradually expanding flow path, and some of the kinetic energy is converted into static pressure energy. After leaving the volute casing, the fluid enters the discharge pipe at very high pressure, allowing it to be moved to where it is required.
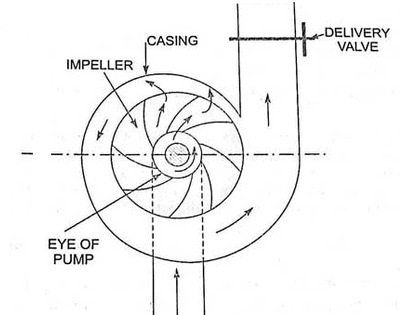
Figure: Showing a submersible sludge slurry pump
Types of submersible sludge slurry pump
Centrifugal submersible sludge slurry pump
The centrifugal submersible sludge slurry pump uses a rotating impeller to move fluid and is mainly designed for slurry at concentrations not exceeding seventy percent solid by weight. They also come in vertical or horizontal configurations.

Figure: Showing a centrifugal submersible sludge slurry pump.
Positive displacement submersible sludge slurry pump
The positive displacement type of submersible sludge slurry pump uses a reciprocating piston or rotary screw to move and transfer the liquid. They are perfect for slurry and sludge with higher concentrations of solid material.
Multistage submersible sludge slurry pump
A submersible sludge slurry pump of multistage type comprises more than two impellers in different chambers arranged in series. This pump is powerful since the output pressure energy increases with the number of impellers used. As such, it can work on applications that need more pressure energy. However, its cost is higher relative to pumps with one impeller. Also, its repair and maintenance becomes more complicated due to the impellers used.
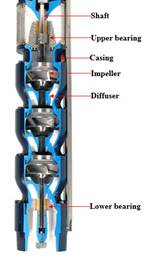
Figure: Multistage submersible sludge slurry pump.
Applications of a submersible sludge slurry pump
Submersible sludge slurry pump manufacturers design this pump for use in wastewater treatment plants, chemical, oil mining, agriculture, construction, and many other industrial applications where the liquid contains a high percentage of solid content. Typical uses include:
- They are used for sludge and slurry transfer.
- They are used in the drilling operation of boreholes to raise liquids to the surface
- They are used in irrigation systems.
- They are used for handling seawater.
- They are used for pumping abrasive liquids.
- They are used for general slurry and sludge duties.
- They are used in harbor construction.
- Submersible slurry and sludge pumps apply in coal runoff sumps.
- They are used for silt removal, ash transfer, and barge, and tank cleanout.
Advantages of a submersible sludge slurry pump
- A submersible sludge slurry pump operation is not subject to cavitation.
- It is convenient and easy to use.
- It is very efficient and energy-saving.
- It can handle slid content without any pump damage.
- They are submersible and, therefore, more effective than suction pumps because they utilize direct pressure to move fluid.
- The hermetically sealed design allows the pump to keep fluid from the mechanical parts of the unit, which ensure the Pump operates without short-circuiting.
- The use of direct pressure to push fluid through the unit also makes the Pump more effective in moving liquids over extended distances.
- Submersible sludge slurry pumps are self-priming; hence it doesn’t require any preparation before starting up.
- They are resistant to corrosion and abrasive wear due to high strength materials used to make the impellers and casing.
- They are designed with sensors that notifies the user when there are mechanical or electrical problem in the pump.
Disadvantages of a submersible sludge slurry pump
- A submersible sludge slurry pump may overheat if not fully submerged.
- Wear and tear of the seal, which is hard to notice in the underwater environment, may occur, causing leakage or damaging the pump internals. Pump leakage may cause severe motor corrosion and failure.
- It has higher upfront costs than its non-submersible counterparts because it is more technical.
Troubleshooting a submersible sludge slurry pump
The motor is not running
- There is a tripped circuit breaker or a blown fuse. Reset the circuit breaker if necessary. Inspect the Pump for a blown fuse and replace it.
- Inspect the main input panel. No power supply to control the Panel. Check that the power cables are connected per the submersible sludge slurry pump manufacturer’s guide.
- Heavy sediments around the Pump. Inspect the Pump for build-up and clean it.
- The pump cables are broken. Inspect and change the lines if necessary
Motor is overheating
- The motor is defective. Inspect and replace the motor if it is necessary
- The motor is poorly installed. Ensure the Pump is established based on the submersible sludge slurry pump manufacturer’s recommendation.
- A lightning strike or storm causes a voltage spike. Install external surge protection to avoid this problem
Low pump capacity
- The Pump is reversed. Reverse pump polarities
- There is a blockage in the discharge pipe. Inspect and clear the discharge pipes from any backup.
- The pump casing or impeller is partially clogged. Inspect and clean the pump inside.
Zero pump discharge
- Reverse the motor polarities. The Pump is operating in reverse. Check that the motor rotation direction follows the submersible sludge slurry pump manufacturer’s guide.
- The discharge pipe is blocked. Inspect and clean the discharge pipe.
- The impeller is clogged. Clean the impeller to remove any blockage.
Excessive pump vibration and noise
- Significant misalignment between the pump shaft and the engine shaft. Inspect and realign the shafts
- Some pump components are unbalanced. Inspect and rebalance pump components
- Pump bearings or impeller is won out. Inspect the bearing and impeller for wear and replace them if necessary.
The Pump provides an unstable flow
- There is a leakage in the bottom valve. Inspect the bottom valve for leakage and correct it.
- The voltage is too low, causing a decrease in pump speed. Check the power supply voltage and adjust it as necessary.
- Severe wear of impeller or seal ring. Inspect and replace worn-out impeller or seal ring
Summary
A submersible sludge slurry pump is a pump that can be fully submerged in water and is ideal for pumping both sludge and slurry. It features a completely enclosed motor with air-tight and water-tight seals and is close-coupled to the Pump’s body. The Pump pushes water to the surface by converting electrical energy supplied to a motor into mechanical energy and then into kinetic energy of the fluid. Submersible sludge slurry pumps are commonly used in wastewater treatment plants, chemical, oil mining, agriculture, construction, and many other industrial applications where the water contains a high percentage of solid contents. They can pump abrasive fluids with sediment sizes of about 2.5-inches and manage high flow rates. Submersible sludge slurry pump manufacturers design them to offer high reliability, ease of use and maintenance, and cavitation-free operation. They are available in centrifugal, positive displacement, and multistage types. The centrifugal type is the most common and may come in horizontal or vertical appearances.